



产品介绍
活性炭投加系统是自来水厂、污水厂的重要工艺组成部分。整套活性炭投加系统从粉末的储存、投加,混合,计量投加等过程,克服了以往人工投加精度不够、粉末飞散、环境恶劣等各种问题。 应用领域 市政工程:自来水厂预处理,污水厂废水处理。
① 技术条件及要求
1. 活性炭投加装置为机电一体化产品,用于粉末活性炭的射流投加;
2. 源水量:20 万 m³/d ;
3. 粉末活性炭投加点:1 个 ;
4. 投加管道综合压力:P ≤ 0.2 Mpa ;
5. 粉末活性炭设备投加比例:5 ~ 30 mg/L;
6. 粉末活性炭投加量:41.67 ~ 250 kg/h;
7. 粉末活性炭投加机单台投加量:17.5 ~ 350 kg/h ,数量 1 套;
8. 现场提供源水:Q 总 ≥ 30 m3/h ,来水带有微正压 ;
9. 所用粉末活性炭物理特性:活性炭粒度:200 目 ,活性炭比重约:0.5 g/cm³;
10. 物料储存料仓容积:V = 40 m³,单个料仓可储存粉末活性炭约为 20 吨 ,数量 1 个。
② 技术描述
1 工作原理
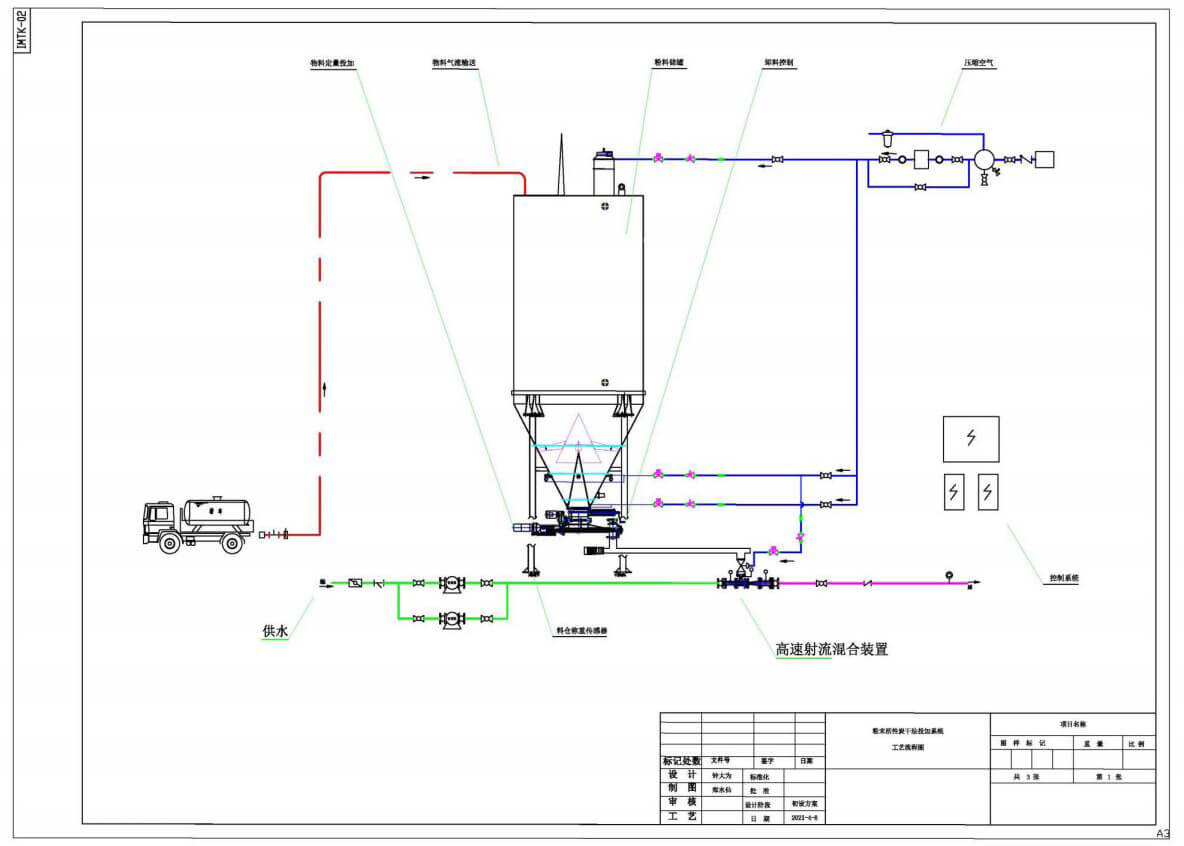
SWL系列干粉投加系统。粉末活性炭原料罐车运输上料管道进行卸料, 采用正压气流输送方式将粉末活性炭经过上料管道送入储存仓。粉末活性炭通过储存仓中机械破拱、气流破拱装置、振动破拱机构和料仓下部的犁刀搅拌装置被输送到精密定量的相嵌双螺旋中,螺旋输送进入高速射流混合器中,并在射流器尾部的扩散器中通过压力变化快速扩散成均匀地悬浊液,输送到投加点与待处理的水混合 。
2 技术要求
(1)定量螺旋采用相嵌双螺旋结构,以提高计量精度和宽线性范围;相嵌双螺旋同时还具有物料破碎功能和物料粘附螺旋的自清洁能力 ;
(2)计量螺旋采用闭环控制模式,射流器采用自动控制方式。以满足宽量程比投加应用;
(3)卸料机构具有物料破拱破碎功能 ,以防止物料因潮湿空气影响在料仓中结拱、结块;
(4)具有料仓称重功能,辅助料位检测装置将料仓内的物料储存情况进行实时反馈;
(5)具有快速反应特性,特别适应于供水系统应急处理工艺中;
(6)可以适应于投加点压力比较高(0.8 MPa)、距离比较远(1500 m)等水利条件比较苛刻的应用场合。
③ 设备系统构成
1.物料储存仓:1 套。
1.1 设备构成:由物料储存仓、料仓支架、仓顶护栏及爬梯、阻旋式物位检测开关、仓内锥形破拱器、高速气流破拱装置、仓壁振动破拱装置、气动控制阀导箱组成 ;
1.2 各部分功能 :
1.2.1 物料储存仓:对物料进行储存备用 ;
1.2.2 料仓支架:物料储存仓及系统支撑 ;
1.2.3 仓顶护栏及爬梯:安装、检修时的措施 ;
1.2.4 阻旋式物位检测开关:用于检测料仓中物料位置,提示操作人员在系统运行时保持料仓中有足够的物料储备 ;
1.2.5 仓内锥型破拱器:破坏物料在仓内的垂直支撑力,防止物料在仓内形成中心空洞,同时克服物位高度对投加精度的影响 ;
1.2.6 高速气流破拱装置:利用间歇高速压力气流,对仓内物料进行冲击,防止物料在仓内结拱 ;
1.2.7 仓壁振动破拱装置:利用气动仓壁振动器对仓体产生高频率,小振幅的敲击振动,防止物料在仓内壁粘附结拱 ;
1.2.8 气动控制阀导箱:用于气流破拱器和气流仓壁振动器的控制 ;相嵌双螺旋
2. 卸料控制系统:1 套 。
2.1 设备组成:由手动闸板阀、犁刀搅拌破拱破碎装置组成。
2.2 各部分功能:
2.2.1 手动闸板阀:更换、检修投加机时使用,防止仓内物料泄露;
2.2.2 犁刀搅拌破拱破碎装置:安装于料仓底部,破碎因潮湿空气引起的粉状物料结块现象,使物料以同样的松散度和流态特性进入计量螺旋,提高投加计量精度;
3. 粉末活性炭投加系统:1 套 。
3.1 设备构成:由相嵌双螺旋、传动机构、宽范围调速电机、宽量程比闭环矢量调速器、防堵塞报警器、单向气流控制器、定量输送螺旋等组成;用于根据工艺设定的投加比率和检测的源水流量将粉末活性炭、连续地投加到射流混合装置中。
3.2 各部分功能:
3.2.1 相嵌双螺旋:用于计量粉末活性炭投加量。相嵌的两根螺旋可以互为清理因潮湿空气或静电力和分子力而粘附在螺旋叶片表面的粉体物料,提高计量精度,同时可以增大线性度范围;
3.2.2 传动机构:用于精密输料双螺旋驱动;
3.2.3 宽范围调速电机:采用德国 SEW 宽调速比电机,内装瑞典 ECO 速度传感器:
3.2.4 调速器:采用西门子调速器,构成量程比达到 20 倍粉体计量投加系统;
3.2.5 防堵塞报警器:安装在计量相嵌螺旋出口端,用于投加系统保护;
3.2.6 单向气流控制器:用于高速射流混合器工作时,使气流带动物料单向流动。
3.2.7 定量输送螺旋:将由双螺旋投加机计量的粉末物料输送至目标位。
3.3 相嵌式双螺旋结构:
3.4 料仓称重计量
采用梅特勒-托利多 METTLER TOLEDO 称重传感器及托利多仪表和接接线盒称重:
采用 IND570 系列提供高性能和多功能性:
IND570 面板式仪表
称重模块:
梅特勒-托利多 METTLER TOLEDO PinMount 系列称重模块
3.5 传动电机为 SEW 品牌:
3.6 具备防堵塞报警系统:高速射流混合器,粉体投入口会形成负压,系统检测达到负压值后粉体自动进料阀会自动打开投放粉料,一旦系统检测到没负压时,自动阀关闭,同时会报警提醒。
3.7 射流器壳体材质为 304 不锈钢:
3.8 喉管耐磨防腐涂层;防腐陶瓷:
3.9 具备进出水正压检测功能:
3.10具备负压检测功能:
4. 高速射流混合装置:1 套。
4.1 设备构成:由高速射流混合器、真空度检测器、压力检测器组、高速气动球阀、排气阀、Y型过滤器、逆止阀、手动球阀、柔性连接器等组成。
4.2 各部分功能:
4.2.1 高速射流混合器:是一个传质设备,用于将投加机投出的活性炭粉末与射流载体---水高速混合成均匀的悬浊液投加到取水管路中;
4.2.2 真空压力变送器:用于高速射流混合器工作时,传质混合腔内工作状态检测;
4.2.3 压力检测器组:用于高速射流混合器工作时,射流传质系统水利模型运行状态检测;
4.2.4 高速气动球阀:根据射流传质系统水力模型运行状态,用高速气动球阀控制粉体投
加系统启动或停止;
4.2.5 排气阀:用于悬浊液中的气体排出;
4.2.6 Y 型过滤器:用于防止源水中杂质进入射流系统传质腔造成传质能力下降;
4.2.7 逆止阀:用于供水系统异常时防止悬浊液反向流动;
4.2.8 手动球阀:用于射流流场的工艺参数的微调;
4.2.9 柔性连接器:降低射流传质腔内因射流载体流速比较高产生的振动对悬浊液投加管路的影响。
5. 气流输送系统:(罐车上料 )。
5.1 设备构成:仓顶除尘器、仓压监测装置、仓顶阀、粉料输送管道、Y 型换向阀、罐车
上料输送管道附件等组成 。
5.2 各部分功能 :
5.2.1 仓顶除尘器:槽罐车输送活性碳到储罐时,进料采用压缩空气正压输送,正压气体推动活性碳进入储罐后,仓顶除尘器是物料进入储存仓时主动排气装置,以防止仓内形成正压,除尘器过滤掉空气中的物料,保证干净的空气排出外面,除尘器具有反冲功能,采用脉冲除尘方式,防止滤芯堵塞;5.2.2 仓压监测装置:监测储存仓内压力 ,储罐内安装压力传感系统,监测储存仓的压力情况,了解除尘装置的使用情况,同时反馈到系统中集中控制,设定使用压力同时对应过滤滤芯的更换提醒和报警作用;
5.2.3 仓顶阀:当物料储存仓内压力高于值时,被动排气装置,作为系统的防护装置 ;
5.2.4 粉料输送管道:用于粉体物料的输送 ;
5.2.5 Y 型换向阀:通过气动阀门实现物料输送方向切换 ;
5.2.6 罐车上料输送管道附件:用于快速链接及辅助罐车上料 ;
5.3 气流输送特点 :整个上料过程采用全密闭工艺,防止因粉尘外溢而造成的环境污染。
6. 控制系统:1 套 。
6.1 由电气控制柜 1 个、罐车上料控制箱 1 个、压缩空气撬块电气控制箱 1 个组成。
6.2 控制系统组成与特点:由控制柜体、西门子 S7-200 Smart 系列 PLC 逻辑控制器、西门子变频器、触摸操作屏、低压电器、指示灯、操作按钮等组成, 用于设备系统控制。具有与上位机通讯功能(以太网通讯方式)。可分别由现场操作设备和上位机启/停相关设备,同时具有检测设备运行状态、料位监测报警等功能。
7. 附属设备:
7.1 螺杆式空气压缩机 1 台,气量1.22 m³/min ;
7.2 储气罐 1 台,储气量1 m³/台 ;
7.3 管道泵 2 台:泵的水量 Q = 24 m³/hr/台;高速射流混合器给水管道直径为DN65,在增压水泵前安装有Y型过滤器保证进水无杂质。由高速射流混合器出口至投加点的投加管管道直径为DN80,以上管路材质均采用UPVC,管道距离应采用很短距离并尽量减少转弯。注:进水总管管径不小于 DN100。
8. 远程控制功能:1 套 。
设备远程监控与诊断维护技术是利用物联网技术对远端设备进行监视和控制,完成对分散控制网络的状态监控及设备的诊断维护等功能的技术,它是传统的监控、故障诊断技术与计算机技术、网络技术及移动互联网技术相结合的一种新型诊断技术。此套设备加入远程在线监控诊断模组,包含有 3 大模块:
8.1 物联网模块:通过移动通讯网络将远端设备与本地监控计算机连接在一起, 设备应商和可通过网络, 对设备和产品的性能状态进行异地远程的全天候监测、预测和评估, 并按需制定维护计划,以防止它们因故障而失效。力争实现设备高质运行, 可靠,“零故障”运行。
8.2 在线故障诊断维护模块:在现场设备发生故障或故障征兆,现场的维护人员难以对其作出诊断和维修时,通过网络与远端故障诊断中心建立连接,由远端诊断中心的设备和诊断系统对其进行诊断,在短时间内调动入网的所有资源,实现对设备故障的及时诊断与维修。
8.3 故障短信报警模块:可以随时随地接收远端设备现场情况的新的资料和报警信息,管理人员可以提供收到的信息及时了解前端情况并处理。该模组将远端设备与设备生产企业紧密的联系起来,可以的缩短设备维修维护时间,可以使用户享受到更、优良、便捷的服务。
设备布置图
流程图
3.工作模式
SWL 系列粉体药剂射流投加系统内部设有两种投加工艺模式可供用户选择, 两种工作模式用户可以自由切换:
3.1定量投加方式:系统根据操作人员预先输入的瞬时源水流量、投加比例、药剂种类,自动计算出粉体药剂的瞬时投加量,控制投加机按照计算量进行投加,当源水流量或投加比例发生变化时,需操作人员进行重设定。
3.2 随动比例投加方式:系统自动采集源水瞬时流量信号,根据预先设定的投加比例计算出药剂的瞬时投加量,控制投加机按照计算量进行投加。在采集源水量瞬时流量信号过程中,当源水量发生变化时,药剂投加量将相应按比例变化,从而保持药剂的瞬时投加量与源水流量比例恒定。
⑦ 控制系统功能
7.1 检测参数:
a) 检测源水的流量(信号由厂方提供;)
b) 检测高速射流混合器负压;
c) 检测高速射流混合器前压和背压;
d) 检测投加机料仓料位;
e) 检测系统中变频器、各电机的工作状态;
f) 现场/远程状态显示;
g) 高速气动球阀阀门状态,自动阀门带反馈信号,显示阀门开闭状态;
7.2 受控信号:
h) 接受上位机投加比率设定、投加量设定信号;
i) 接受上位机发出的启/停信号;
7.3 保护及故障报警:
j) 投加机料仓无料报警;
k) 变频器、各电机故障报警;
l) 堵塞故障报警,并停机(此装置自带呼吸器);
⑧ 活性炭射流投加系统设备功率表

(6)材料表

适用范围
袋装活性炭粉末放在投料站拆包,通过粉体输送泵将粉料输送到活性炭粉的存储料仓,通过给料机计量后,再由螺旋输送机将粉料输送到配制箱,通过注水、搅拌,形成活性炭溶液,用计量泵投加至加药点,完成活性炭的投加。
工作原理
活性炭投加系统(干法投加)是指袋装活性炭粉末经负压投料站和气流输送系统打入料仓,然后由定量螺旋给料机送入射流混合器入料口,高速射流混合器的负压将粉末活性炭吸入,通过水流的高速剪切力破坏了活性碳的自凝聚力,形成粉末活性炭浆,射入投加点的整套设备。

产品优势
该活性炭投加系统包括:拆包机、拆包机除尘单元、料仓储存单元、料仓除尘单元、料仓除尘反吹单元、泄压单元、计量单元、输送单元、水幕除尘单元、配制单元、泵投加单元、PLC系统控制单元、空压分配单元组成,具有以下特点:①自动化程度高,操作保养简单,人工成本低;②加料量可根据用户的需求任意调整,计量准确;③整套装置实行联控;④新型除尘装置,尽可能减少工作环境污染。

系统特点
系统全自动运行,人工劳动强度低,
采用自动气流输送系统:装置无粉尘污染。
采用多种结构的配料喂料,配合称重模块以实现料仓内粉末的自动称重过程的全部动作,可对料仓内粉末实时监控重量,并进行投加。
具有高精度、高速度、环境适应性强、系统可靠性好等特点。
根据粉末流动性差的特点,设备配置:助流气垫、气锤、活化料斗等。
设备整体密封性能极高,密闭性能提高粉末卸货效率、提高投加计量水准,同时达到防潮效果。
技术参数

活性炭投加发货广州

















